
Proizvodni sektor je med najbolj dinamičnimi panogami. Danes si nenehno prizadevamo za izboljšanje splošne natančnosti in točnosti, postopki, kot je žična erozija, pa so za industrijo prelomni.
Kaj torej točno je žična erozija in zakaj velja za prelomnico v proizvodnem sektorju? V naslednjem besedilu si bomo ogledali osnove te sofisticirane proizvodne tehnike z uporabo v različnih panogah.

Kratek uvod v žično erozijsko obdelavo
Žično elektroerozijsko obdelavo (EDM) sta v štiridesetih letih prejšnjega stoletja prvič uveljavila dva sovjetska znanstvenika, ki sta kovino najprej erodirala z električno razelektritvijo. Tehnologija je v 60. in 80. letih prejšnjega stoletja doživela pomemben napredek in postala komercialno bolj razširjena v proizvodnji. Do konca devetdesetih let so z izboljšavami IT in CNC stroji za žično erozijo postali bolj računalniško podprti, kar je povečalo njihovo učinkovitost in natančnost.
Danes je žična erozija bistvenega pomena v panogah, kot so letalska in vesoljska industrija, avtomobilska industrija in medicina, saj so znane po zagotavljanju zapletenih modelov in kompleksnih oblik, ki jih tradicionalne metode obdelave ne morejo primerjati.
Postopek žične erozije
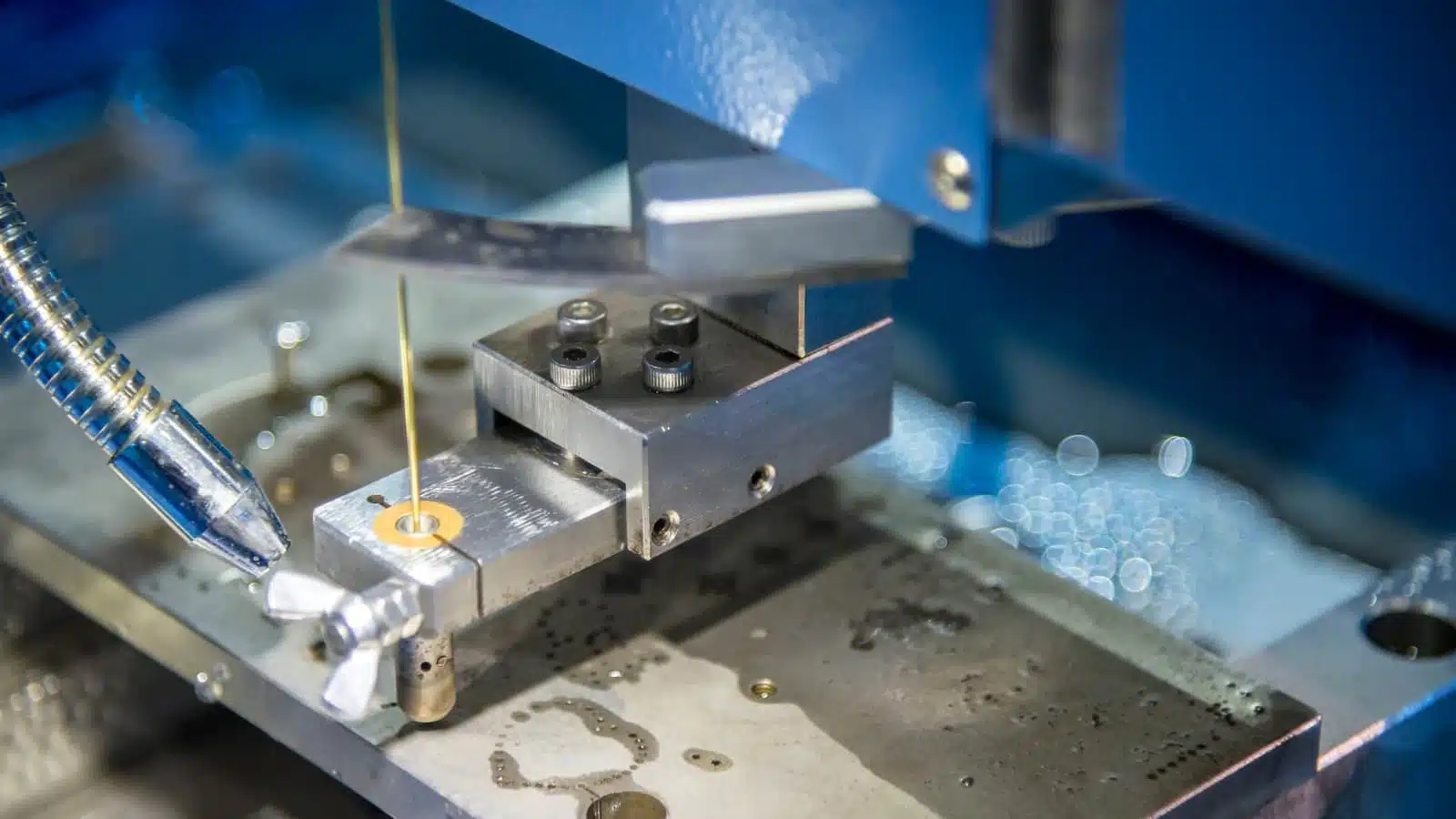
Žična elektroerozija (EDM) je natančna metoda, ki uporablja nadzorovane električne iskre za taljenje drobnih delov obdelovanca. Žična elektroda, običajno izdelana iz medenine ali pocinkanih materialov, ustvari to iskro in se premika po vnaprej določeni poti. Njena prednost? Deluje brez fizičnega stika, kar preprečuje kakršne koli poškodbe ali sledi tako na obdelovancu kot na orodju.
Kako deluje EDM
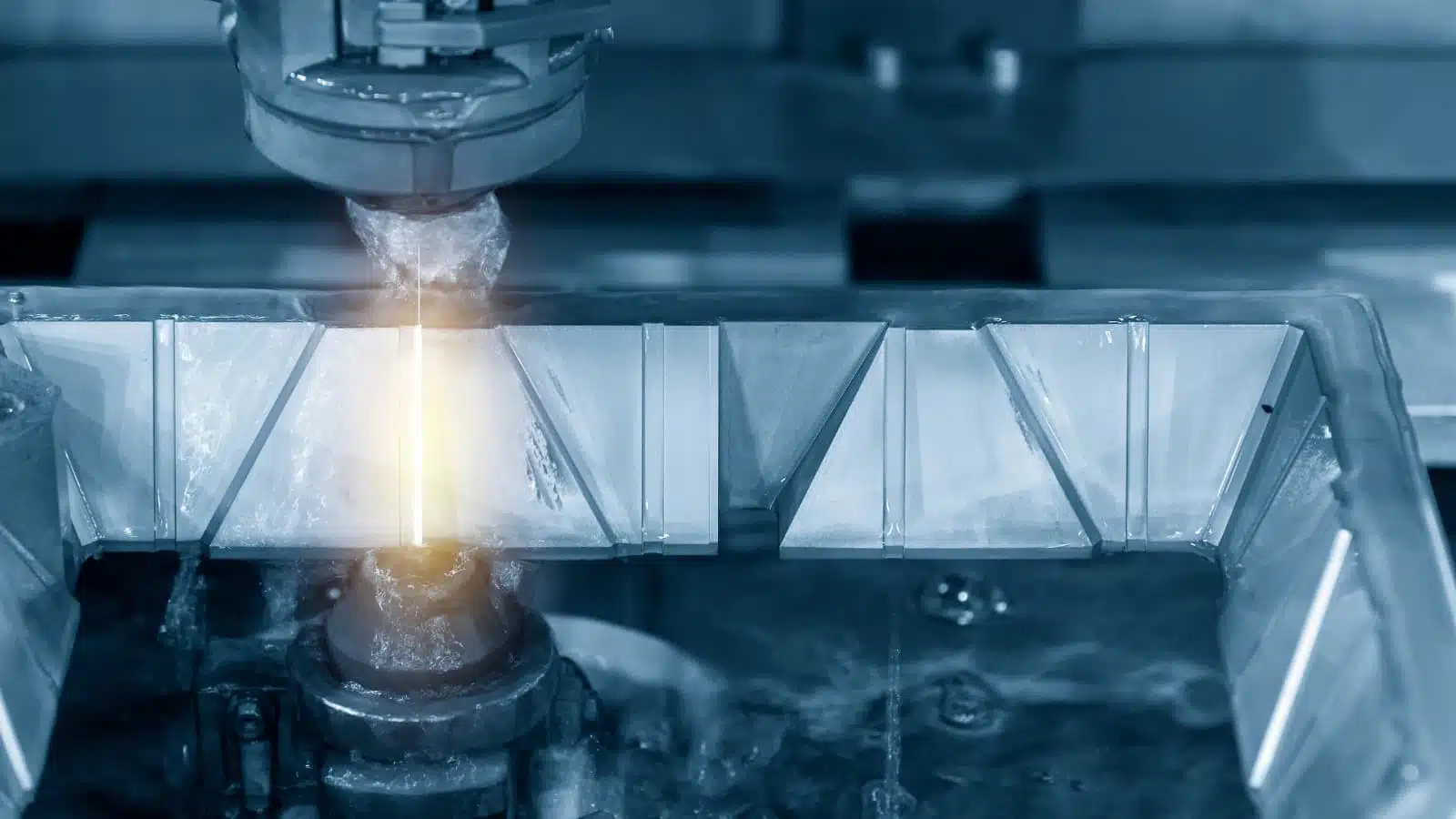
EDM deluje na podlagi toplotne energije električne razelektritve. Ta razelektritev segreje obdelovanec do tališča in tvori drobne plazemske kanale. Ti kanali, pogosto mikrometrske velikosti, lahko hitro izginejo.
Postopek EDM poteka v dielektričnem mediju, običajno deionizirani vodi. Ta tekočina hladi obdelovanec in odstranjuje uparjeni material, kar omogoča neprekinjeno obdelavo.
Pomen žične elektrode
Žična elektroda, ki deluje tako kot rezalnik kot prevodnik, je ključnega pomena. Prevlečena z materiali, kot sta medenina ali cink, je odporna na reakcije pri visokih temperaturah. Z računalnikom jo krmilimo, kar zagotavlja natančne reze z minimalnim popačenjem in visoko natančnostjo.

Tolerance za žično erozijo
Rezanje žice je eden najbolj natančnih proizvodnih procesov. Zato tesne tolerance pri njem niso nekaj nenavadnega. Dejanska toleranca je odvisna od več dejavnikov, vključno z zapletenostjo projekta, zmogljivostmi obdelave in spretnostmi operaterja.
Vendar pa so standardne in sprejemljive tolerance industrijski standard, ki ga upošteva veliko proizvajalcev.
Standardna toleranca in fina toleranca
Standardna toleranca
Linearne tolerance: Običajno se gibljejo od ±0,005 do ±0,001 palca (0,127 do 0,0254 mm), kar označuje dovoljeno odstopanje za elemente, kot so luknje, reže ali profili.
Tolerance premera luknje: Običajno med ±0,0005 in ±0,001 palca (0,0127 do 0,0254 mm), kar zagotavlja, da strojno obdelane luknje ostanejo znotraj določenega premera.
Fina toleranca
Linearne tolerance: Dosega natančnost na mikronski ravni, običajno v območju od ±0,0002 do ±0,0001 palca (0,0051 do 0,00254 mm), kar je ključnega pomena za aplikacije, ki zahtevajo največjo natančnost.
Tolerance premera luknje: Od ±0,0001 do ±0,00005 palca (od 0,00254 do 0,00127 mm), kar poudarja izjemno natančnost žične erozije.
Dejavniki, ki vplivajo na tolerance pri žični erozi
Žična erozija je znana po svoji natančnosti na mikronski ravni, zaradi česar je idealna za kompleksne aplikacije. Vendar njena natančnost ni fiksna in je odvisna od več dejavnikov:
• Stabilnost stroja: Stabilen stroj zagotavlja boljšo natančnost pri rezanju.
• Kakovost in premer žice: Njena čistost, premer in električne lastnosti vplivajo na postopek obdelave. Optimalni rezultati zahtevajo ravnovesje med kakovostjo in premerom žice.
• Material obdelovanca: Čeprav so nekateri materiali bolj dostopni strojem, mora biti izbira materiala usklajena s potrebami uporabe.
• Pogoji izpiranja: Pretok dielektričnega medija vpliva na kakovost obdelovalnega procesa, pomaga pri odstranjevanju materiala, doslednih električnih razelektritvah in učinkovitem odvajanju toplote.
• Kalibracija in vzdrževanje stroja: Zmogljivosti stroja so ključne. Vrhunski stroji s spretnimi upravljavci so bistveni za doseganje najboljših toleranc.
• Termična stabilnost: Za ohranjanje znane natančnosti žične erozije so nadzorovani električni loki ključnega pomena. Termične nestabilnosti lahko ogrozijo natančnost, kar poudarja pomen doslednih pogojev.
Najprimernejši materiali za rezanje žice
Železne kovine

Nerjaveče jeklo
Združuje vzdržljivost z odlično električno prevodnostjo. Zaradi svoje odpornosti proti koroziji je iskan material v različnih panogah. V kontekstu strojne obdelave izstopa njegova združljivost z natančnimi in podrobnimi načrti.
Orodno jeklo
Orodno jeklo, znano po svojih kaljenih lastnostih, je hrbtenica mnogih težkih orodij in preciznih delov. Zaradi svoje inherentne žilavosti je v kombinaciji z električnimi lastnostmi odličen kandidat za zapleteno obdelavo detajlov in dolgotrajno ostrino.
Ogljikovo jeklo
Ogljikovo jeklo, vsestranski akter na področju kovin, je sicer manj obdelovalno kot njegovi konkurenti, vendar ga je mogoče s pravo izbiro elektrod in obratovalnih parametrov prilagoditi do popolnosti. Zaradi cenovne dostopnosti v kombinaciji z zmogljivostjo je osnovno jedro v številnih panogah.
Legirano jeklo
Zmogljivost legiranega jekla je kombinacija elementov in je preplet njenih komponent. Glede na svojo edinstveno mešanico lahko ponudi trdnost, vzdržljivost in obdelovalnost, zaradi česar je dinamična izbira za različne aplikacije.
Neželezne kovine
Titan
Titan, ki ga pogosto imenujejo tudi »kovina vesoljske dobe«, zaradi svoje robustnosti in visokega tališča predstavlja izziv pri konvencionalni obdelavi. Vendar pa pri obdelavi z natančnimi orodji razkrije zapletene in odporne modele, zaradi česar je priljubljen v letalski in medicinski industriji.
Aluminij
Aluminij, ljubljenec lahkih kovin, slovi po svoji odlični električni prevodnosti in kovnosti. Ne le, da je enostaven za obdelavo, temveč obljublja tudi trdnost brez bremena teže, zaradi česar je ključnega pomena v različnih panogah, od transporta do embalaže.
Baker
Baker, prevodnik par excellence, je srce mnogih električnih in elektronskih čudes. Zaradi naravnega rdečkasto-oranžnega odtenka in sposobnosti oblikovanja v podrobne komponente je nepogrešljiv v vsem, od elektronike do dekorativne umetnosti.
Medenina in bron
Te zlitine, ki sijočejo v svojih zlatih tonih, niso namenjene le estetiki. Zaradi svojih hvalevredno električnih lastnosti so idealni materiali za komponente, kjer se natančnost sreča z lepoto, na primer pri okrašenem nakitu ali fino izdelanih elektronskih delih.
Ključne uporabe žične erozije v sodobnem inženirstvu
Žična erozija pridobiva na veljavi zaradi svoje vsestranskosti pri obdelavi različnih materialov in sposobnosti doseganja natančnih podrobnosti ter majhnih toleranc, zaradi česar je ključna v sodobni proizvodnji. Tukaj so tri glavne uporabe:
Izdelava preciznih delov
Pogosta izbira za izdelavo visoko natančnih delov z majhnimi tolerancami. Odlikuje se pri izdelavi kompleksnih oblik, finih detajlov in majhnih značilnosti v različnih materialih.
Industrije, kot so vesoljska, medicina, avtomobilska in elektronika, se zanašajo na žično erozijsko obdelavo za izdelavo kritičnih komponent, kot so zobniki, šobe, konektorji in zapleteni kalupi.
Proizvodnja orodij in matric
Žična erozija je ključnega pomena pri kovanju kalupov, matric in specializiranega orodja, ki zajema vse procese od brizganja do štancanja. Zmožnost metode pri ohranjanju natančnih dimenzij in rezbarjenju ostrih kotov zagotavlja vrhunsko kakovost in enakomernost v obsežni proizvodnji.
Razvoj prototipov
Za hitro in natančno izdelavo prototipov se inženirji in inovatorji odločajo za žično erozijsko obdelavo. To pospeši validacijo zasnove in stroge faze testiranja.
Prototipi, izdelani z žično erozijsko obdelavo, natančno odražajo končni izdelek, kar poudarja njegov pomen v ciklu razvoja izdelka.
Glede na prednosti na teh ključnih področjih se natančne in točne zmogljivosti žične erozije v številnih panogah široko uporabljajo.
• Proizvodnja medicinskih pripomočkov
• Elektronika in mikrokomponente
• Vesoljska in letalska industrija
• Nakit in urarstvo
• Avtomobilska industrija
•Energetski sektor
• Popravilo kalupov in matric
Čas objave: 12. dec. 2023