
Storitve izdelave pločevine



Naše storitve izdelave pločevine po meri
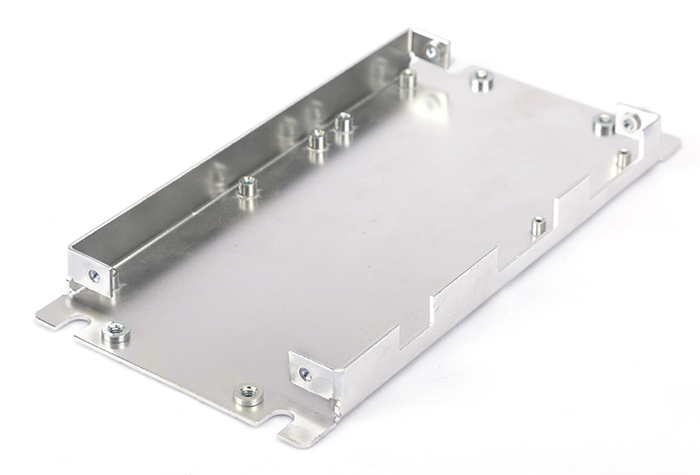
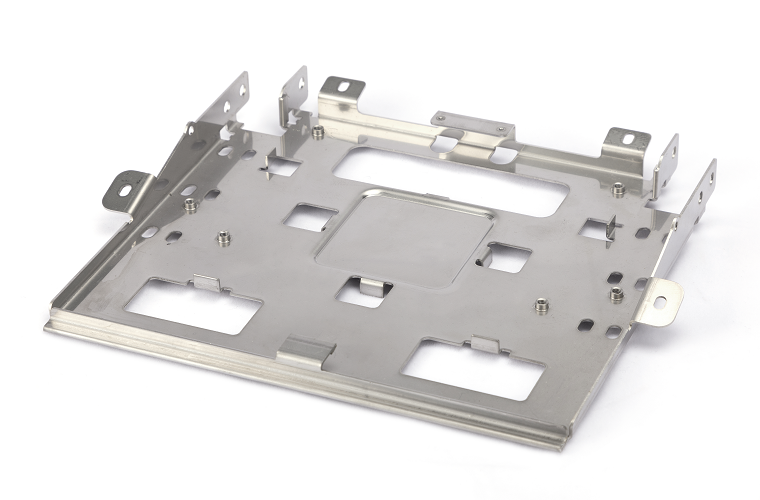
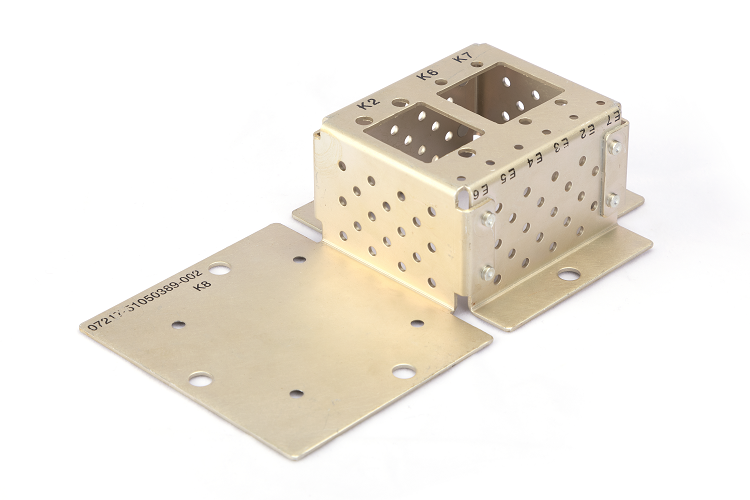
Izdelava pločevine je stroškovno najučinkovitejša izbira za izdelavo pločevinastih delov po meri in prototipov z enakomerno debelino stene. GuanSheng ponuja različne zmogljivosti obdelave pločevine, od visokokakovostnega rezanja, prebijanja in upogibanja do varilnih storitev.
Lasersko rezanje
Pri laserskem rezanju se za rezanje pločevine uporablja laser. Na pločevino se usmeri visokozmogljiv laserski žarek, ki se z lečo ali zrcalom okrepi na koncentrirano točko. Pri specifični uporabi obdelave pločevine se goriščna razdalja laserja giblje med 38 in 76 milimetri (1,5 do 3 palce), premer laserske pike pa je približno 0,001 palca (0,025 mm).
Lasersko rezanje je natančnejše in energetsko učinkovitejše od nekaterih drugih postopkov rezanja, vendar ne more rezati vseh vrst pločevine niti najvišjih debelin.
Plazemsko rezanje
Plazemsko brizganje uporablja curek vroče plazme za rezanje pločevine. Postopek, ki vključuje ustvarjanje električnega kanala pregretega ioniziranega plina, je hiter in ima relativno nizke stroške nastavitve.
Debela pločevina (do 0,25 palca) je idealna za postopek rezanja s plazmo, saj so računalniško vodeni rezalniki s plazmo zmogljivejši od laserskih ali vodnih rezalnikov. Pravzaprav lahko številni stroji za rezanje s plazmo režejo obdelovance debeline do 6 palcev (150 mm). Vendar je postopek manj natančen kot lasersko rezanje ali rezanje z vodnim curkom.
Žigosanje
Žigosanje pločevine je znano tudi kot stiskanje in vključuje polaganje ravne pločevine v stiskalnico. To je visokokakovosten, poceni in hiter postopek za izdelavo enakih delov. Žigosanje pločevine se lahko izvaja tudi v povezavi z drugimi postopki oblikovanja kovin za lažjo proizvodnjo.
Upogibanje
Upogibanje pločevine se uporablja za ustvarjanje upogibov v obliki črke V, U in kanalov z uporabo stroja, imenovanega zavora. Večina zavor lahko upogne pločevino pod kotom do 120 stopinj, vendar je največja upogibna sila odvisna od dejavnikov, kot sta debelina kovine in natezna trdnost.
Na splošno je treba pločevino najprej preveč upogniti, ker se bo delno vzmetno vrnila v prvotni položaj.





